 全国咨询热线:021-69988299
全国咨询热线:021-69988299
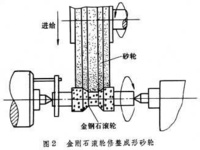
如何修砂轮?用修整工具将砂轮修整成形或修去磨钝的表层,以恢复工作面的磨削性能和正确的几何形状的操作过程。及时而正确地修整砂轮,是提高磨削效率和保证磨削质量不可缺少的重要环节。砂轮修整一般有车削、用金刚石滚轮、磨削和滚轧等方法,这些大家都是知道的,那到底要如何按顺序修呢?
一.修整砂轮的底部
修整砂轮底部时,把修整器放在砂轮中心左下方约5mm处,并吸磁,a: 粗加工时应将砂轮修粗一点,有利于粗加工研磨,修砂轮时,砂轮每次下0.05~0.1mm ,修整器来回速度稍快一点; b: 精加工时或需保留砂轮的利角时,砂轮的下刀由0.1 、0.09 、0.08……..0.01逐渐下刀,修整器来回慢慢均匀走刀。
二.修整砂轮的侧面
a: 当修砂轮的侧壁时,将修刀与砂轮侧面摆成一定的角度,砂轮开启后,修刀慢慢靠近砂轮,对好刀后,每次进刀量为0.01mm左右,修刀左右均匀走动,当砂轮完时,把修整器立于砂轮的中心,然后慢慢提升砂轮,直到修刀在砂轮上走完为止。
b: 在加工一些侧面较高的工件时,为了防止砂轮与工件的摩擦面积,大而发热,修砂轮的侧壁时,须把砂轮避空0.03-0.05mm 。
c: 在修R或斜度时,圆弧修整器或角度修整器在工作台上放好后,应用校表校平,修砂轮时,应把修刀对准砂轮的中心。砂轮修整除了使砂轮具有正确的几何形状外,更重要的是使砂轮工作表面形成排列整齐而又锐利的微刃。因此,砂轮修整的质量对磨削表面的粗糙度影响很大。
友情提示:采购砂轮修整工具,选择正规的厂家购买,以避免不必要的损失!如果采购时不清楚选用金刚石笔的型号和尺寸,请联系正规的砂轮修整生产厂家-上海天然金刚石工具厂,我们随时为您服务!
推荐阅读:金刚石刀具修磨标准
更多资讯关注微信公众号:上海天然金刚石工具









 上海天然金刚石工具厂
上海天然金刚石工具厂 咨询电话:021-69988299
咨询电话:021-69988299 传真:021-69988279
传真:021-69988279 地址:上海市嘉定区永新路1145号
地址:上海市嘉定区永新路1145号 厂址:上海市嘉定区永新路1145号
厂址:上海市嘉定区永新路1145号


